Articles and Reports by George E.P. Box
williamghunter.net > George Box Articles > Do Interactions Matter?
Do Interactions Matter?
Copyright © 1989 by George E. P. Box. Used by permission.
Practical significance
It has recently been argued that in an industrial setting the detection and elucidation of interactions between variables is unimportant. In this report the contrary view is advanced and is illustrated with examples.
Keywords: Interaction, Factorial Designs
Many engineers have been taught that when you want to study more than one factor you must experiment by changing one factor at a time. This method does not take care of interactions to do that would need statistical methods, and many experimenters (with considerable help from academic statisticians) believe that statistical methods are impossibly complicated. Recently some engineers have been hearing from a different faction claiming that interactions were not important, or that, when they did matter, they could be transformed away. What are we to make of all this?
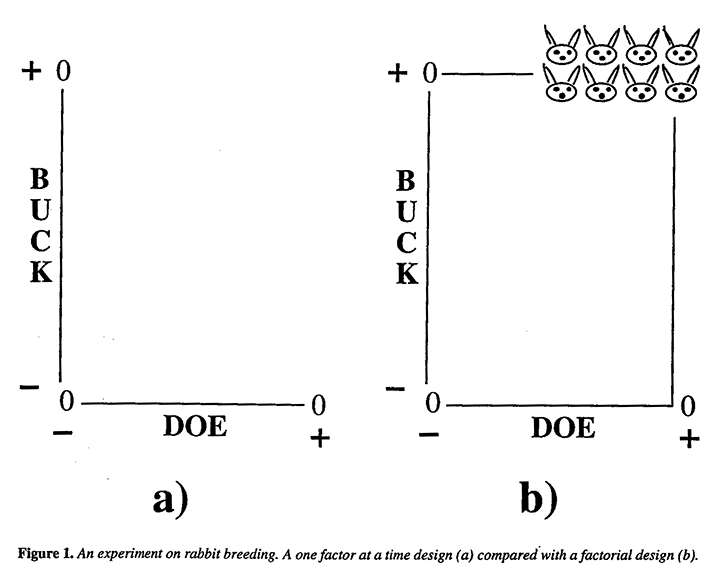
Many important phenomena depend, not on the operation of a single factor, but on the bringing together of two or sometimes more factors at the appropriate levels. For illustration, some experiments on rabbit breeding are shown in Figure 1(a) using the one factor at a time method. As you can see in the first experiment (-,-), which was very properly run as a control, the hutch contained no rabbits. In the second experiment (+,-) a doe was added, but that didn't produce anything, so the doe was taken out of the hutch and a buck (-,+) was tried, unsuccessfully also. At this point things looked pretty black and it might have been concluded that you can't get rabbits that way, had not Stu Hunter come by and told the experimenter about factorial designs. When that fourth experiment was run, as in Figure 1(b), with a buck and a doe (+,+) lo and behold, not only was a factorial -experiment produced but eight little rabbits as well! And (I'm thankful to say) you can't get rid of this phenomenon by transformation.
Now there's always a sceptic in every crowd and I hear somebody say "Well that's alright for biology but will it work in engineering?" Figure 2(a) shows a standard deep groove bearing manufactured by SKF. This manufacturer with plants in 14 countries, is the largest producer of rolling bearings in the world and is notable for having withstood the Japanese challenge and outdone them both in quality and price. Figure 2(b) shows a 23 factorial experiment reported by Christer Hellstrand (1) a former graduate of the University of Wisconsin who now works for SKF.
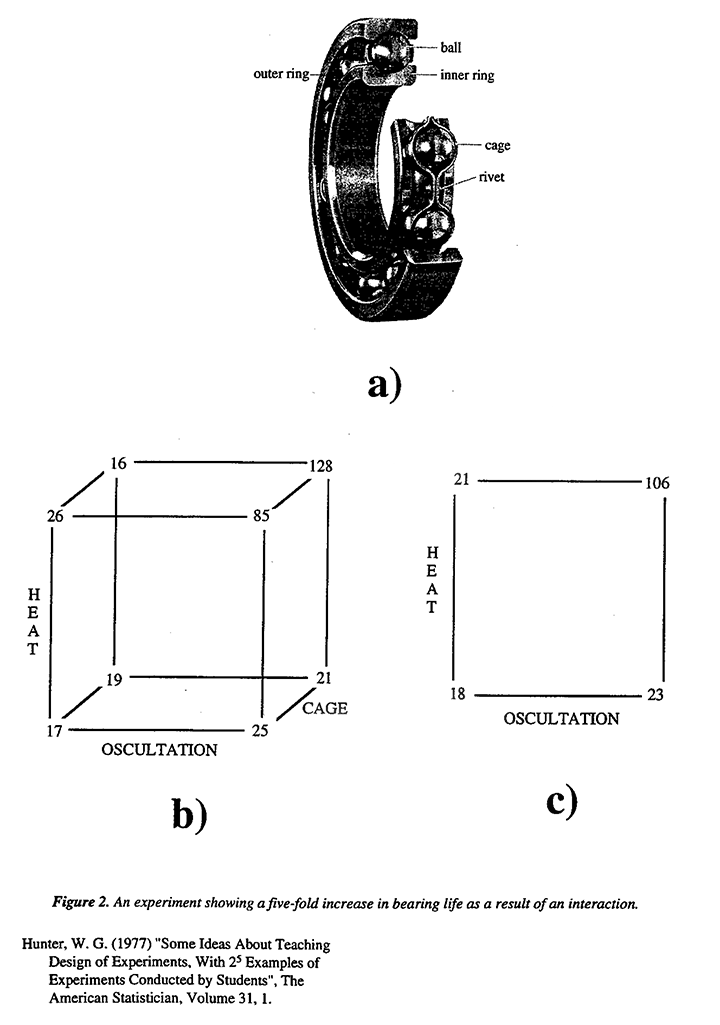
The factors he changed were heat treatment, ower ring osculation, and cage design. The numbers show the relative lengths of lives of the beatings. If you look at Figure 2(b), you can see that the choice of cage design did not make a lot of difference.(This itself was an important discovery which conflicted with previously accepted folklore and led to considerable savings.) But, if you average the pairs of numbers for cage design you get the picture in Figure 2(c), which shows what the other two factors did. This bears an uncanny resemblance to the experiment on rabbits of Figure 1(b). It led to the extraordinary discovery that, in this particular application, the life of a bearing can be increased fivefold if the two factors, outer ring osculation and inner ring heat treatment, are increased together. This and similar experiments have saved tens of millions of dollars.
Remembering that bearings like this one have been made for decades, it is at first surprising that it could take so long to discover so important an improvement. A likely explanation is that, because most engineers have, until recently, employed only one factor at a time experimentation, interaction effects have been missed. One factor at a time experimentation became outdated 65 years ago with Fisher's invention of modern methods of experimental design, but it has taken an extraordinarily long time for this to permeate teaching in engineering schools and to change the methods of experimentation used in manufacturing industry. In this country the chemical industry and other process industries have long used such methods (although not as extensively as they should) but large portions of industry, concerned with the manufacture of parts, seem only recently to have become aware of them.
But the good news is (a) that many important new possibilities that depend on interaction are waiting to be discovered and (b) that the means by which such discoveries can be made is simple and readily available to every engineer.
For look again at the Figure 2(b). I'm sure it didn't take Christer very long to explain this kind of design to the engineers at SKF. It wasn't complicated to analyze either, they just needed to look at the results. This is not unusual, a well planned experiment frequently analyzes itself. In particular they didn't need an analysis of variance or even a test, and they certainly didn't need "signal to noise ratios" or "minute analysis" or "accumulation Analysis" or anything like that.
I'm not saying that more sophisticated methods (fractional factorials, variance component designs, response surface designs, normal plots, and all those good things) aren't valuable tools when properly applied. But I am saying that the basic concepts of experimental design are simple. As Bill Hunter (2,3) told us, the best way is to learn by doing. So if we could begin by just getting engineers to run a simple design this will usually whet their appetite for more. For there are hundreds of thousands of engineers in this country, and even if the 23 was the only kind of design they ever used, and even if the only method of analysis that was employed was to eyeball the data,(his alone could have an enormous impact on the experimental efficiency, the rate of innovation, and the competitive position of his country.
References
1. Hellstrand, C., The necessity of modern quality improvement and some experience.
With its implementation in the manufacture of rolling bearings. Philosophical Transactions of the Royal Society of London A 327, 529-537, 1989. Also appears as Technical Report #35 of the Center of Quality and Productivity Improvement, University of Wisconsin-Madison.
2. Hunter, W.G., 101 Ways to design an experiment. Technical Report #413, University of Wisconsin-Madison, Department of Statistics, 1975.
3. Hunter, W.G., Some ideas about teaching design of experiments, with 25 examples of experiments conducted by students. The American Statistician, Volume 31,1,1977.