williamghunter.net > George Box articles > Total Quality: Its Origins and its Future
Good Quality Cost Less? How Come?
Report No.48
Copyright © March 1990, George E.P. Box. Used by permission.
*This report will appear as #3 in the series to be called "George's Column" in the Journal of Quality Engineering (1990) .
Practical Significance
It is sometimes supposed that the manufacture of high quality goods must be expensive. The reasons why this need not be so and why quality should cost less are discussed.
Keywords: Human Creativity, Information Generated by Systems, Experimental Design.
At the heart of the quality revolution is an idea expressed some 400 years ago by Sir Francis Bacon. He was Lord Chancellor of England, a distinguished philosopher of science, and a man of such stature as to be credited by some with writing Shakespeare's plays. He said "Knowledge itself is power." The application of that profound statement is this: To the extent that we know more about our process, our product, our customers' needs, and about all the operations we perform - manufacturing, billing, invoicing, dispatching and so forth - and only to that extent can we do a better job, make a better product, and so please our customer more.
So in essence good quality is produced by knowing more about what we are doing.
Now, perhaps we could learn more about what we are doing if we had more people and spent more money, but the good news is that we don't need to take that route. We have three important resources we can draw on. All of them are free and we can put them together to continuously generate the new information we need to get ahead and stay ahead. These ideas can be applied to improve every industry, every government department, every hospital and every university; but most of the time they are under-utilized or not used at all.
The three resources relate to the following:
- All human beings are creative.
- The operation of any system generates information on how it can be improved.
- Experimental design can increase the efficiency of experimentation many times over.
Let's talk about each of these in turn.
Every Person is Creative:
The characteristic that most distinguishes human kind from the rest of the animal kingdom is creativity. Just as "fish gotta swim" and "birds gotta fly" every human being possesses creativity and feels the need to use it. If you had been able to look at horses in a field 20,000 years ago and you looked at their present descendants they would be doing about the same things then as now. But this would not be true for human beings, who would have found ways to clothe and shelter themselves, to get clean drinking water, to converse with each other, to write, to transmit messages, ... and so on and so on, seemingly without end.
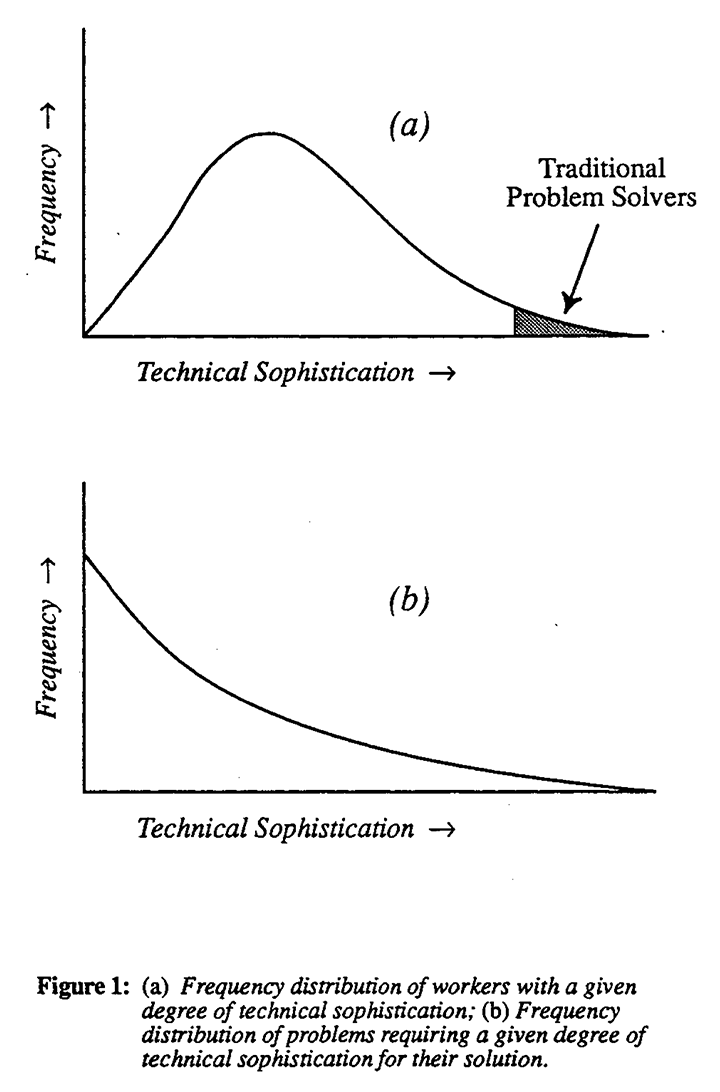
Now, not all people have the same degree of technical sophistication, anymore than they have the same height. Indeed, like height, this characteristic will have a hump-shaped frequency distribution as in Figure 1(a). In the past only a selected managerial and scientific elite were recognized as licensed to put their creativity to use. These were a small number of people supposed to be in the right-hand tail of this distribution. Now look at Figure 1(b). This is a frequency distribution of problems that might be set some organization, classified by the degree of technical sophistication needed to solve them. This is a Pareto-like distribution with a large number of problems no requiring a high degree of technical sophistication and the frequency falling off as the problems become more challenging. If you look at these two diagrams together, you see that, under the old system, we threw away the creativity of an enormous number of people. You ought not need advanced qualifications to figure out how to ensure that the right hospital records are available when a patient comes in for an examination, or that the right screw is delivered to a manufacturing work station, and yet such problems not only occur, but persist, in yet, many organizations.
So why then is this potentially vast problem-solving resource not more often used? It is because, as Dr. Deming says, the people closest to the system often have no expectation that it could be better, or any understanding of how to make it better, and because they believe they are powerless to change it.
To remedy chat situation requires a radically different management philosophy in which the old idea of a quality control department acting as a quality policeman to perform the (hopeless) task of inspecting out bad quality is replaced by the concept of the whole work force acting as quality detectives to discover new ways of building good quality into the product and into the process by which the product was made and marketed. The essentials required for change are described by W. Edwards Deming in his classic book "Out of the Crisis" (1986).
The needed revolution in management philosophy and practice is not easy to accomplish and must ensure that:
- Quality improvement is each individual person's responsibility.
- Each individual is suitably empowered to undertake that responsibility.
- Appropriate data are collected and analyzed using a set of simple problem-solving tools.
But let us suppose for a moment that you have already had an organization in which the work force can employ their creativity to improve the product and the process. How are they going to get the information to do this? One answer is that a tremendous amount of such information is generated by the operation of the system itself.
Every System Generates Information:
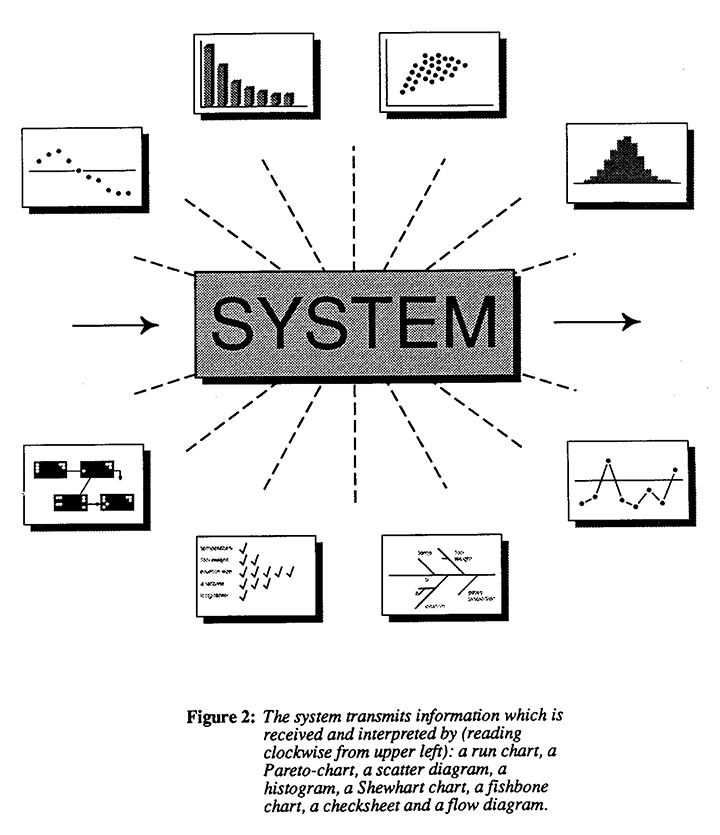
As illustrated in Figure 2, an operating system is like a radio transmitter except that it transmits information instead of electromagnetic waves. One way in which this transmission of information happens (Box 1989) is through the operation of Murphy's Law. The fact that "anything that can go wrong will go wrong" is another way of saying that the system will tell us when there's something wrong with it and that if we listen we can fix it. If you put these two things together - the creativity of the whole work force and the fact that every system generates information that can be used to improve it - you have an extremely powerful resource for continuous improvement.
But how do we listen? Like a radio transmitter, you can't hear the message the system is sending out unless you have suitable receivers. For an operating system these receivers are simple devices for collecting and analyzing data - flow charts, check sheets, Pareto diagrams, fishbone charts, graphs, Shewart charts and so forth. You will find most of them described and illustrated with real examples in the wonderful book by Ishikawa (1976) also take a look at the paper in Quality Progress by Box and Bisgaard (1987). Process operators, nurses in hospitals, workers in city government can all learn to use these tools. They can be used, for example, to improve a canning process in a factory, the distribution of medications in a hospital, and the issue of driver's licenses in the Department of Motor Vehicles. You can read about some of these latter applications in a paper which will shortly appear in Quality Progress by Box, Joiner, Rohan, and Sensenbrenner (1990).
The benefits provided by worker participation are two-fold. Quality is improved because of the finding and fixing of a very large number of problems, but also and perhaps equally important, morale is greatly improved. It is enormously satisfactory to be allowed to be creative and frustrating to be treated merely as a pair of hands. The bird in the cage, once it has overcome its initial disbelief, will find it wonderful to be allowed to fly.
It has been said that more than 85% of quality problems come from the system itself and, that "therefore" only management can solve them. But by setting up problem-solving teams led and encouraged by management, the work force, in effect, becomes part of management and is available to help solve these problems. An excellent book about the team approach by means of which this idea may be put into effect is available from Joiner Associates (Scholtes (1988)).
The idea is nicely summarized in something I saw displayed by the UAW and Ford management:
Tell me - I'll forget
Show me - I may remember,
Involve me and I'll understand
Experimental Design
The quality improvement tools so far discussed provide ways of listening to the system in its normal operation and doing what it tells us to do to improve it. But engineers and scientific management should be tackling deeper questions concerning what would happen if they tried something different. To find this out they need to experiment The recognized method of experimentation used to be the "one-factor-at-a-time" method in which each factor was changed in turn while keeping all the rest constant. That way of experimenting became outdated in the early 1920's whenRonald Fisher discovered much more efficient methods of experimentation using factorial designs. These were later further developed in England and the U.S. to include fractional designs, orthogonal arrays, and response surface methods.
In the first of my columns which appeared in volume 2, number 3 of Quality Engineering, I discussed a factorial design used by Hellstrand at SKF (1989) for the improvement of the design of a bearing. In this experiment, which was one of a series saving many millions of dollars, three factors - heat treatment, outer ring osculation, and case design - were tested each at two levels. This experiment resulted in a five-fold increase in bearing life! And this factorial design only required a total of eight runs.
Suppose that the one-factor-at-a-time method had been used instead. Then to estimate, with the same accuracy, the effect of changing each of these factors would have required not eight but twenty-four runs. But even with twenty-four runs the one-factor-at-a-time design would not have allowed us to determine interactions between the factors. But it was one such interaction (that between heat treatment and outer ring osculation) that resulted in the enormous improvement that was found. Thus, not only would the one-factor-at-a-time method have required three times as many runs, but it would have failed to discover the five-fold improvement in bearing life that occurred when heat treatment and outer ring osculation were changed together.
Now for most organizations not only is it true that insufficient attention is given to experimentation, but often the experimentation that is done is done extremely inefficiently. Sometimes not even one-factor-at-a-time is used but just "pick and try". The extraordinary truth is that 65 years after Fisher invented modern experimental design, it is still not widely taught in schools of engineering and of science in our universities. Industry must help academia to remedy this distressing situation.
Notice that all the things I've talked about: the creativity of the whole work force, the information continually generated by an operating process, the running of experiments according to the principles of statistical experimental design do not, of themselves, cost anything. The resources are there but are largely unused. They do not require the hiring of more people or the purchasing of more equipment.
Their use requires profound reorganization of management and extensive training however which can involve considerable expenditure of time and money. But just as teaching a man to fish can provide him with food for the rest of his life, so investment in this needed reorganization and training can set in place a system of continuous improvement that never ends.
References
- Box, G. (1989). When Murphy Speaks - Listen, Quality Progress, 22, October 1989, pp. 79-84.
- Box, G. and Bisgaard S. (1987). The Scientific Context of Quality Improvement, Quality Progress, 20, June 1987 pp. 54-62.
- Box, G. (1990). Do Interactions Matter, Quality Engineering, Volume 2, Number 3, pp. 365-369.
- Box, G., Joiner L.W., Rohan S, and Sensenbrenner F.J. (1990) Quality in the Community: One City's Experience, Quality Progress, to appear.
- Deming, W.E. (1986). Out of the Crisis, MIT, Center for Advanced Engineering Study, Cambridge, MA.
- Hellstrand, C. (1989) The Necessity of Modern Quality Improvement and Some Experiences with its Implementation in the Manufacture of Rolling Bearings. Philosophical Transactions of the Royal Society, Series A, Volume 327, pp.529-537.
- Ishikawa. K. (1976). Guide to Quality Control. Tokyo: Asian Productivity Organization. Available in U.S.A. from UNIPUB, White Plains, New York.
- Scholtes, P.R. (1988) The Team Handbook, Joiner Associates: Madison, WI.